You have probably come across the terms Internet of Things (IoT) or Industrial Internet of Things (IIoT) before. In our various blog posts, we have discussed what IoT is and why you need it. IoT refers to connected device networks that transmit data to a centralized system to make sense of processes and operations. These networks consist of connected edge devices, terminals, and machines in a manufacturing facility. The data collected through network enables understanding of operations and processes. In this article, we will examine the benefits of IoT platforms for manufacturers.
Industrial Internet of Things (IIoT)
The vast majority of IIoT devices are used in production. This is also closely monitored by health services and retail sectors. The Industrial Internet of Things (IIoT) focuses on the interconnectivity and data provided by terminals, sensors, machines, and other systems on the factory floor. These data-driven factories transform businesses into “smart” environments. They provide visibility into the efficiency and performance of factory processes in both real-time and over time. In short,data provides manufacturers with relevant and up-to-date information to improve operations.
So, how can your facility benefit from IoT? Here are the top 8 advantages of IoT for manufacturers:
1. ‘Connected’ Factories with an IoT Platforms – The Era of Dark
IoT-enabled machines and endpoint devices can transmit operational information to staff both inside and around your facility. This includes machine operators, managers, field service personnel, also partners such as suppliers and subcontractors. This connectivity provides operational and factory managers with critical data and information in the field and beyond the office. The power to control operations and manage factory efficiency at a remote level enhances process optimization and automation opportunities.
2. Production Visibility – Identifying and Improving Process Bottlenecks
When it comes to production, continuous monitoring of processes enabled by IoT will facilitate ongoing improvements. Real-time adjustments can be made when bottlenecks are identified. This allows for better approaches to production management and lower operating costs in assembly and manufacturing operations. That is to say, less resources dependent on inventory and a better overall product delivery combined with reduced piece waste.
3. Enhanced Inventory Management – Quickly Locate What You Need Anywhere
The use of technologies like RFID and Beacons in conjunction with IoT ensures avoidance of costly errors associated with outdated inventory tracking systems. Personnel responsible for inventory management can benefit from automated asset tracking and reporting. Additionally, this connectivity enables item tracking and automatic data recording in the ERP system. IoT connectivity and ERP integration help organizations reduce inventory management time and human error.
4. Create a Safer Work Environment with an IoT Platforms
There is no doubt that the IoT has improved manufacturing on the factory floor. Additionally, these technologies also help create a safer work environment for employees. This is achieved through vision and spatial awareness systems for human-machine interactions. Also, wearable safety technologies can be used to protect personnel throughout the day.
IoT connected devices can communicate with extreme vibration or temperature measurements from a machine. It can even communicate with larger systems such as deviations such as pressure loss in pipeline systems or gas leaks that human perception cannot detect. They generate alarms and notify personnel and authorities. Let’s consider personnel moving in hazardous sections of your facility. Alerts when humans are near connected machines, enabling automatic precautionary measures. For example, let’s imagine an employee who sustains an injury in a remote part of the facility or even off-site. With the inclusion of IoT-connected safety equipment, prompt assistance can be provided. These are just a few examples of how IoT can improve safety in manufacturing facilities.
5. Predictive Maintenance – Minimize Machine Downtime
Predictive maintenance identifies the condition of equipment and determines the optimal service interval. By performing maintenance activities only when necessary, it saves time and money. The focus should now shift from preventive maintenance to predictive maintenance. Because it allows longer operating times and fewer failure times are beneficial for machines. When combined with technologies like IoT for manufacturers, data collected from performance indicators such as vibration, voltage, temperature, and others is gathered through IoT gateways attached to the machines. This data is then interpreted by smart software solutions like an IoT platform. It is visualized in the form of alarms and alerts. Your teams utilize this information to assess the situation and take the most appropriate action. It also helps in setting data points indicating the end of a component’s useful life. Automated systems are programmed to minimize unplanned production downtime.
6. Increased Energy Efficiency with IoT Platforms – Smaller Carbon Footprint
You’re not aware but factory energy consumption is a major contributor to global energy consumption. Proportionally, industrial production is responsible for consuming 54% of the globally generated electricity. This results in substantial operating costs for businesses. Fortunately, IoT for manufacturers significantly enhances energy efficiency in various ways. Initially, managers can easily identify the hardware and devices consuming the most energy. This information can be utilized to create advanced operating profiles that specify when machines should be powered on/off to achieve energy savings. Excessive power consumption or deviations from expected levels can indicate a malfunction in the systems. The IoT platform promptly detects these abnormalities and alerts the relevant parties.
This feature enables machines can operate at their highest efficiency and capacity without consuming resources. Furthermore, the IoT system generates energy profiles for your entire facility or multiple facilities. The data is then used to create optimal and efficient backup systems to ensure seamless operations despite adverse environmental factors. Working on tight delivery and production schedules even in the face of disruptions is possible.
7. Enhance Operational Efficiency – Navigate Like a Boat, Not a Oil Tanker
IoT-connected devices and platforms enable manufacturing operations and managers to use streaming data to make more informed decisions. Leveraging the available information empowers the business to embrace proactive, continuous improvement initiatives that foster agility and stability, creating a more insightful and action-oriented future.
The benefits provided by IoT-connected assets extend beyond operational efficiency. They encompass predictive maintenance, higher-quality products, focused leadership, and overall organizational well-being. Overall, IoT for manufacturers enables the workforce to work smarter, not harder, throughout the company. Preventing operational hiccups can reduce costs in the long run.

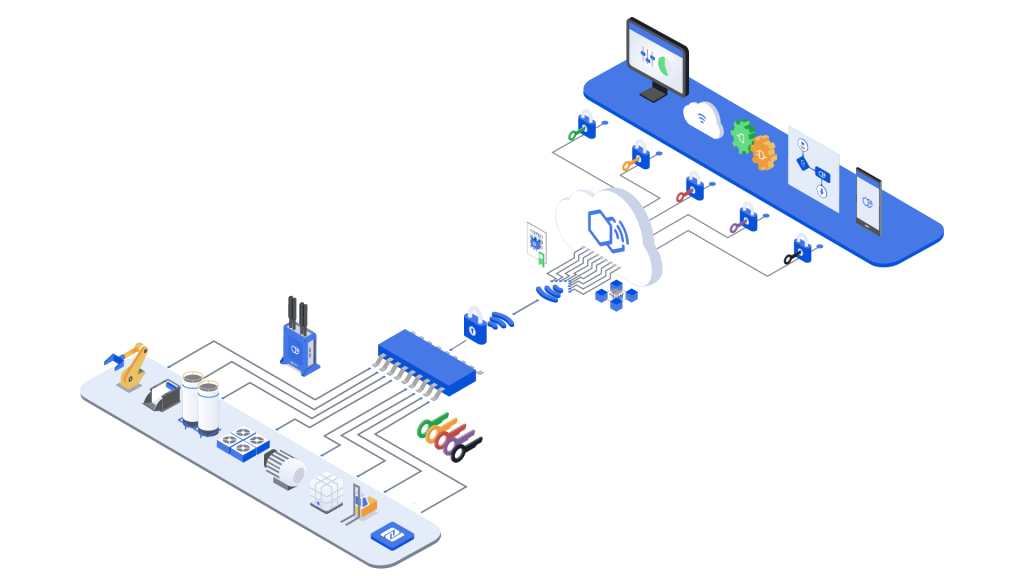
Fast IoT Platform for Manufacturers – Workflow IoT Platforms
- Track devices, machines, assets, environmental factors, inventory statuses, and corresponding IoT data.
- Easily transfer events and data, such as sensor and machine telemetry, to the IoT Platform.
- Visualize and create various charts and reports on the Fast IoT Platform using acquired data.
- Fast IoT Platform’s built-in rule engine allows users to set limits, alarms, and activate/deactivate systems.
Here Are Just a Few Of The Advantages. You Will Gain With Fast IoT Platforms for Manufacturers:
- Identify potential issues such as possible failures before they occur.
- Optimize your supply chain by tracking events and reduce costs.
- Improve overall employee safety in the factory by monitoring health and safety KPIs.
- Enhance the decision-making process by providing real-time and actionable insights.
- Increase customer satisfaction and productivity while reducing costs.
- Gain insights into usage patterns and behavior by tracking the final product produced for customers.
To learn more about Fast IoT Platform, contact our expert team today. You can also explore our range of IoT devices in the products on our website

